欢迎访问九游股份有限公司官方网站,专注工业轴承及精密传动部件研发制造!
全国咨询热线:
13922217052



 新闻资讯
新闻资讯 行业动态
行业动态
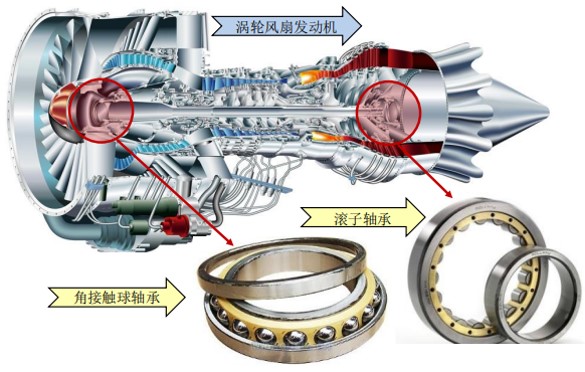
本发明涉及风力发电机技术领域,具体为一种轴承表面涂层加工方法,包括步骤一耐磨涂层的制备,在轴承外表面加工一层铜基合金熔覆层,以及步骤二自润滑涂层的制备,对铜基合金熔覆层进行温度为100~110℃的预热处理;对铜基合金熔覆层表面喷涂一层自润滑涂层,所述自润滑涂层的厚度为轴承直径的3.6‰~7.1‰,可以解决现有技术中轴承结构的润滑性能不佳的技术问题。
步骤二、自润滑涂层的制备:对铜基合金熔覆层进行温度为100~110℃的预热处理;对
铜基合金熔覆层表面喷涂一层自润滑涂层,所述自润滑涂层的厚度为轴承直径的3.6‰~
2.根据权利要求1所述的一种轴承表面涂层加工方法,其特征在于,步骤一、耐磨涂层
S2、利用送粉式激光熔覆设备对轴承外表面进行熔覆制备铜基合金熔覆层,通过送粉
器对铜基合金粉末进行实时送粉,熔覆时轴承需使用机床将其做旋转运动,激光熔覆头与
3.根据权利要求1或2所述的一种轴承表面涂层加工方法,其特征在于,步骤二、自润滑
S1、在喷涂自润滑涂层前,需要先对铜基合金熔覆层表面进行除油、去脂、喷砂、清洗等
4.根据权利要求3所述的一种轴承表面涂层加工方法,其特征在于:在对轴承外表面制
5.根据权利要求4所述的一种轴承表面涂层加工方法,其特征在于:在步骤一中对轴承
外表面进行熔覆制备铜基合金熔覆层前,对待熔覆的轴承表面进行预热,温度需达到100~
6.根据权利要求5所述的一种轴承表面涂层加工方法,其特征在于:利用送粉式激光熔
覆设备对轴承外表面进行熔覆时,激光功率为2000~2400W,激光光斑半径为2.8~3.2mm,
离焦量为18~24mm,熔覆速度为8~10mm/s,送粉量0.8~1.2mm,保护气与送粉气均为高纯
7.根据权利要求6所述的一种轴承表面涂层加工方法,其特征在于:所述除油、去脂预
8.根据权利要求7所述的一种轴承表面涂层加工方法,其特征在于所述固化处理具体
步骤为:加热至60~80℃,保温45min;加热至100~120℃,保温45min;加热至140~160℃,
9.根据权利要求8所述的一种轴承表面涂层加工方法,其特征在于所述分段冷却处理
具体步骤为:冷却至140~160℃,保温45min;冷却至100~120℃,保温45min;冷却至60~80
10.根据权利要求1、2、4~9中任意一项所述的一种轴承表面涂层加工方法在风电齿轮
[0001]本发明涉及风力发电机技术领域,具体为一种轴承表面涂层加工方法及其应用。
[0002]风力发电机组中的齿轮箱(以下简称“风电齿轮箱)是一个重要的机械部件,其主
要功用是将风轮在风力作用下所产生的动力传递给发电机并使其得到相应的转速,目前风
电齿轮箱内采用的滑动轴承多采用铜套结构,该结构所用的材料成本较高且在长时间运行
过程中容易因为润滑失效或者配合不当发生跑圈现象,进而造成滑动轴承内圈和齿轮轴的
[0003]目前,现有技术有提出一种风电滑动轴激光熔覆工艺(专利公布号:
CN115772668A),采取激光熔覆技术新工艺以制备低成本且兼具耐磨与耐腐蚀性能的风电
齿轮箱滑动轴承,实现了风电行业滑动轴的激光熔覆铜合金熔覆及修复再制造,熔覆层无
裂纹、气孔、沙眼等缺陷,替代了铜套结构的工艺方法;其中激光熔覆技术指的是一种金属
材料再制造技术,其工作原理是将金属材料粉末添加到基材表面,利用高功率、高密度的激
光束对金属材料和基材表面进行快速加热使二者发生冶金结合,并同时快速凝固形成性能
[0004]但是在实际运用到风力发电项目的过程中,由于风电齿轮箱是风力发电机的核心
部件之一,为了保证风轮的高效稳定运行,除了保证齿轮箱内各传动部件的耐磨与耐腐蚀
性能以应对恶劣环境和长时间使用外,还要保证齿轮箱内各传动部件间的润滑性能。齿轮
箱内的轴承既可静态固定连接,亦可与被连接件做相对运动,主要用于两零件的铰接处,构
成铰链连接。一旦轴承表面的自润滑性能失效,就会导致风电齿轮箱内零件的工作状态,发
生抖动甚至影响零件的运动方向。因此在风力发电机领域,开发出兼备耐磨与自润滑性能
[0005]本发明提供了一种轴承表面涂层加工方法及其应用,可以解决现有技术中轴承结
[0008]步骤一、耐磨涂层的制备:在轴承外表面加工一层铜基合金熔覆层;
[0009]步骤二、自润滑涂层的制备:对铜基合金熔覆层进行温度为100~110℃的预热处
理;对铜基合金熔覆层表面喷涂一层自润滑涂层,所述自润滑涂层的厚度为轴承直径的
[0011]1、先在轴承外表面加工出一层铜基合金熔覆层,相比较传统的轴承而言,其表面
的耐磨和耐腐蚀性能出色,也容易满足一般加工工艺的要求;再对铜基合金熔覆层表面喷
涂一层自润滑涂层,以提升轴承表面的润滑效果,其耐磨性能亦进一步得到加强,有利于保
[0012]2、对熔覆层进行预热处理以减少涂层和熔覆层的温度差,同时去潮并使熔覆层表
面活化,有利于提高自润滑涂层的结合强度,使自润滑涂层不易产生裂纹以保证成型轴承
表面的润滑效果,根据实验证明当预热温度设定在100~110℃时不存在明显光整度缺陷和
[0013]3、自润滑涂层的效果主要在于避免在磨合、乏油等阶段出现磨损现象,是考虑到
在风电齿轮箱内油膜间隙较小,一般是取轴承直径的1.2‰~1.5‰;但发明人经过不断的
研发得出,自润滑涂层的厚度需达到为轴承直径的3.6‰~7.1‰,自润滑涂层如果过厚,超
过轴承直径的7.1‰,将导致油膜间隙进一步缩小,不利于润滑性能的体现,滑动轴承结构
就容易出现失效的问题;自润滑涂层选择过薄,小于轴承直径的3.6‰自润滑涂层的保护效
[0016]S2、利用送粉式激光熔覆设备对轴承外表面进行熔覆制备铜基合金熔覆层,通过
送粉器对铜基合金粉末进行实时送粉,熔覆时轴承需使用机床将其做旋转运动,激光熔覆
头与轴承表面相对保持一定距离,通过轴承旋转进给对其表面进行多道次搭接熔覆;
[0019]1、通过去锈处理与去氧化层处理以去除待熔覆的轴承表面缺陷,对其表面进行彻
[0020]2、通过多道顺序搭接方法实现大面积激光熔覆,尤其适用于长杆类零件和厚度较
小的板类零件,有利于控制熔覆过程中出现裂纹、气孔等缺陷以及有效防止熔覆层的耐磨
[0022]S1、在喷涂自润滑涂层前,需要先对铜基合金熔覆层表面进行除油、去脂、喷砂、清
[0023]S2、在喷涂自润滑涂层后,将喷涂后的轴承进行固化处理和分段冷却。
[0025]先对熔覆层表面进行除油、去脂等预处理,以提升熔覆层表面的清洁度,有利于提
[0026]进一步,作为一种改进,在对轴承外表面制备铜基合金熔覆层前,采用保温加热方
[0027]有益效果:对铜基合金粉末提前进行恒温处理,有利于加工出的熔覆层的稀释率
[0028]进一步,作为一种改进,在对轴承外表面进行熔覆制备铜基合金熔覆层前,对待熔
[0029]有益效果:预热温度主要影响的是后续熔覆的效果,经过发明人实验证明,温度过
低(100℃)会产生流挂现象,具体是指熔覆材料受到重力的影响,在湿膜未干燥以前,部分
湿膜的表面容易向下流坠,形成上部变薄、下部变厚或严重的形成球形、波纹形状以及厚边
的现象,进而影响熔覆层表面平整度和质量;温度过高(120℃)则容易引起涂层迅速固化,
[0030]进一步,作为一种改进,利用送粉式激光熔覆设备对轴承外表面进行熔覆时,激光
功率为2000~2400W,激光光斑半径为2.8~3.2mm,离焦量为18~24mm,熔覆速度为8~
[0031]有益效果:通过上述设置,可实现熔覆层无裂纹、气孔、沙眼等缺陷,高结合强度,
[0032]进一步,作为一种改进,所述除油、去脂预处理过程是采用清洗溶剂对熔覆轴承进
[0033]有益效果:超声波震荡清洗相较其他清洗方法而言,清洗效果会更好,主要是以清
洗溶剂和水作为介质,靠超声波在液体中产生的振荡,来使污物剥离达到清洗目的,有利于
[0034]进一步,作为一种改进,所述固化处理具体步骤为:加热至60~80℃,保温45min;
[0035]有益效果:固化温度为涂层内部高分子反应温度,其影响规律与预热温度较为相
似,在温度较低时其反应不充分,会影响结合强度,导致固化不充分;温度选择较高则会超
[0036]进一步:所述冷却处理具体步骤为:冷却至140~160℃,保温45min;冷却至100~
120℃,保温45min;冷却至60~80℃,保温45min;冷却至室温。
[0037]有益效果:冷却过程有利于将自润滑涂层、熔覆层、轴承结合到一起,形成同时具
[0039]激光熔覆技术是指以不同的添料方式在被熔覆基体表面上放置被选择的涂层材
料经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低,与基体成
冶金结合的表面涂层,显著改善基层表面的耐磨、耐蚀、耐热、抗氧化及电气特性的工艺方
法,从而达到表面改性或修复的目的,既满足了对材料表面特定性能的要求,又节约了大量
[0040]表面涂层技术是一种表面改性技术,其工作原理是将具有某种特定功能的涂料喷
涂在基材表面,并在一定温度下进行固化处理,在基材表面形成功能性涂层对基体起到相
[0043]一种轴承表面涂层,从结构上主要包括如图1所示的从上至下依次设置的自润滑
涂层、耐磨涂层、轴承表面;本实施例以风电齿轮箱280mm的滑动轴承为例;为了在轴承表面
加工形成自润滑涂层和耐磨涂层,本实施例还公开了一种轴承表面涂层加工方法,主要包
[0045]S1、采用保温加热方式将粉末粒度在50~150μm的铝青铜(CuAlFe)合金粉末进
行恒温处理,在本实施例中铝青铜合金粉末的粉末粒度在50μm,保温加热时长为1h,以便充
[0047]S3、对轴承进行装台,并严格对中,保证其在熔覆过程中的水平度。
[0049]S5、利用送粉式激光熔覆设备,应用激光熔覆技术对轴承外表面进行熔覆以制备
铜基合金熔覆层,通过送粉器对铜基合金粉末进行实时送粉,送粉方式为同轴送粉,熔覆时
轴承需使用机床将其做旋转运动,激光熔覆头与轴承表面保持相对一定距离,通过轴承旋
转进给对其表面进行多道次搭接熔覆,制备的铜基合金熔覆层厚度优选1.0~1.2mm。
[0050]利用送粉式激光熔覆设备时的激光熔覆工艺参数为:激光功率为2000~2400W,激
光光斑半径为2.8~3.2mm,离焦量为18~24mm,熔覆速度为8~10mm/s,送粉量0.8~
[0051]S6、对熔覆后得到的铜基合金熔覆层进行机加工处理,使其厚度保留至0.8~
1.0mm;即最终轴承表面形成厚度为0.8mm~1.0mm的铜基合金熔覆层(对于形成有铜基合金
[0053]S1:对熔覆轴承表面进行机加工处理,加工后的熔覆轴承表面粗糙度要求Ra≤
[0054]S2:对机加工后的熔覆轴承进行除油、去脂、喷砂、清洗处理;具体地,采用清洗溶
剂对熔覆轴承表面进行超声波震荡清洗以达到除油、去脂的目的;喷砂处理步骤具体为将
清洗后的熔覆轴承进行干燥处理,然后使用Al2O3进行喷砂,喷砂后熔覆轴承表面粗糙度为
[0055]S3:对清洗处理后的熔覆轴承表面的铜基合金熔覆层进行预热处理,预热温度为
[0056]S4:应用表面喷涂技术,对预热处理后的铜基合金熔覆层上方喷涂自润滑涂层,喷
涂的自润滑涂层厚度为轴承直径的3.6‰~7.1‰;以轴承直径为280mm为例进行计算,得出
[0057]S5:对喷涂处理后的熔覆轴承进行固化处理,固化处理具体步骤为加热至75℃,保
[0058]S6:对固化处理后的熔覆轴承进行分段冷却处理,冷却处理具体步骤为冷却至150
℃,保温45min;冷却至110℃,保温45min;冷却至70℃,保温45min;冷却至室温。
[0059]实施例一至实施例五、对比例一至对比例六的技术均同上,不同之处在于参数取
[0062]分别对表1中熔覆轴承上的自润滑涂层做了检测,检测结果如下表2、表3所示(注:
表2‑表3所示的结合强度测试均遵循GB/T9286‑88标准,表面质量的测试方法是将轴承垂直
立放用肉眼进行观察,表面粗糙度由光电式轮廓仪进行检测,硬度测试遵循GB/T1730‑93标
[0067]结合实施例一至五的自润滑涂层检测结果可知,采用本加工方法可以保证加工后
的轴承表面质量不存在明显流挂现象以及明显光整度缺陷,且在实施例二中表面粗糙度达
到最低为0.88,在实施例三中硬度达到最高值为42.1HV,从实施例二到实施例三,在硬度值
41.8HV仅提升0.3HV即0.72%的情况下,其表面粗糙度增高了0.04即4.55%;综合考虑,实
施例二中铜基合金熔覆层预热处理温度设置为105℃、固化处理第四阶段的温度设置为200
[0068]根据对比例一与实施例二可知,当铜基合金熔覆层预热处理温度降到小于100℃
即对比例一中的120℃时,自润滑涂层的表面粗糙度大幅上涨至1.42,提升了110.23%,且
[0069]根据对比例二与实施例二可知,当铜基合金熔覆层预热处理温度上升超过110℃
即对比例二中的90℃时,自润滑涂层的表面粗糙度大幅上涨至1.85,提升了61.36%,同时
[0070]根据对比例三与实施例二可知,当第四阶段的固化温度最终升至250℃时,自润滑
涂层的表面粗糙度大幅上涨至1.61,提升了82.95%,同时存在明显的光整度缺陷,进而会
[0071]根据对比例四与实施例二可知,当第四阶段的固化温度最终升至150℃时,自润滑
涂层的表面粗糙度大幅上涨至1.74,提升了97.73%,同时存在明显的光整度缺陷和留挂现
[0072]根据对比例五与实施例二可知,自润滑涂层厚度为7.12μm即小于标准值10μm时,
表面硬度仅为16.34HV,下降了60.91%,保护效果将大打折扣,无法很好地适应风电项目的
[0073]根据对比例六与实施例二可知,自润滑涂层厚度为24.39μm即大于标准值20μm时,
其轴承表面虽无明显问题,但过大的涂层厚度势必意味着供润滑油润滑的油膜间隙被进一
步压缩,不利于润滑性能的最佳体现,同时过多的喷涂亦是对喷涂材料的不必要浪费。
[0074]综上所述,实施例二中铜基合金熔覆层预热处理温度设置为105℃、固化处理第四
阶段的温度设置为200℃,为本技术的最优实施例;轴承表面涂层自润滑性能最佳,同时耐
[0075]将上述轴承表面涂层加工方法应用在风电齿轮箱滑动轴承表面制备耐磨涂层与
自润滑涂层的加工中,能够保证齿轮箱内各传动部件的耐磨性能以应对恶劣环境和长时间
使用,还能保证齿轮箱内各传动部件间的润滑性能。以上的仅是本发明的实施例,该发明不
限于此实施案例涉及的领域,方案中公知的具体结构及特性等常识在此未作过多描述。应
当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形
和改进,这些也应该视为本用新型的保护范围,这些都不会影响本发明实施的效果和专利
的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方
2、成为VIP后,下载本文档将扣除1次下载权益。下载后,不支持退款、换文档。如有疑问加。
3、成为VIP后,您将拥有八大权益,权益包括:VIP文档下载权益、阅读免打扰、文档格式转换、高级专利检索、专属身份标志、高级客服、多端互通、版权登记。
4、VIP文档为合作方或网友上传,每下载1次, 网站将根据用户上传文档的质量评分、类型等,对文档贡献者给予高额补贴、流量扶持。如果你也想贡献VIP文档。上传文档
一种巢式PCR检测尿路感染致病菌的引物和探针组合、试剂盒及应用.pdf
清晰版 JJF(苏) 313-2025 碳普惠减排量计量技术规范 在线会议.docx
2025中烟国际老挝制造有限公司中国籍员工招聘拟录用人员(云南)笔试历年难易错考点试卷带答案解析.docx
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者
